1. アーク溶接の分類と基礎知識
溶接には多くの方法があり、特性に基づいて分類することができます-異なるタイプに分割される特性または構造。ここでは、今日の業界で一般的な方法に従って分類されています。
アーク溶接では、電極のアーク発生特性に基づいて、溶融電極アーク溶接と非溶融電極アーク溶接の2つの主要なグループに分けられます。
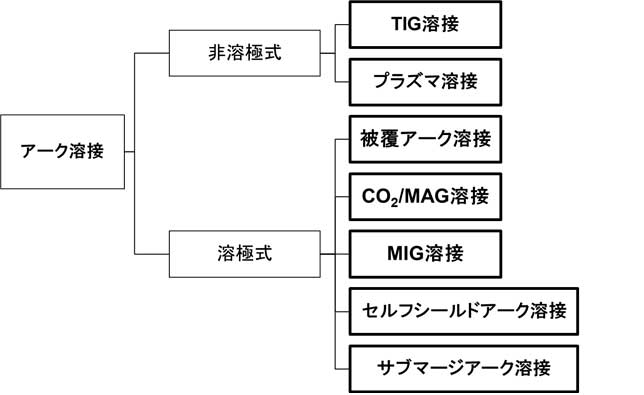
非溶融電極溶接:TIG溶接とプラズマ溶接の2つの一般的な方法があります。この方法では、電極が溶けにくく、代わりにはんだ金属を使用します。溶接電流と金属含有量(電極またはワイヤ)は独立して変更できるため、溶接条件の選択はより自由になります。しかし、この分離のために、アークと溶接金属の間の熱伝達経路が不安定になり、この溶接方法の効率が低下します。
溶融電極溶接:非溶融電極溶接とは異なり、電極(溶接金属)が溶融すると同時にアークが発生するため、溶接効率が高くなります。ただし、溶接金属の溶融速度は溶接電流の影響を大きく受けるため、これら2つの要素の独立性は限られています。したがって、溶接条件の選択を制限する必要があり、溶接条件の適切な選択を確立するスキルが必要です。
2. アークの特性
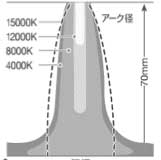
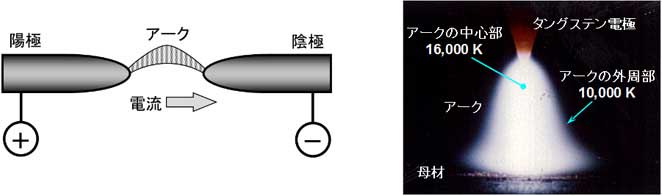
アークは、溶接棒、ワイヤー、またはタングステン電極と溶接材料の間で発生します。アークはベルのような形をしており、ベルの上部が電極側にあり、徐々に下に伸びています。アーク温度、中央部は約20,000℃まで、外側は100,000℃までです·。
アーク放電は、中性の原子と分子をイオンに電気分解するプロセスです。これは実際、連続的な電荷交換によって生成されるプラズマの一種です。
下の図が示すように、アノードとカソードの間の電圧降下は、電圧が中央で降下するアークカラムを構成します。可変アーク電圧列はアーク長の変化に似ていますが、負電極と正電極は実質的に変更されていません。したがって、アーク長がどれほど短くても、アークを確実に発生させるには、アーク電圧に条件が必要です。
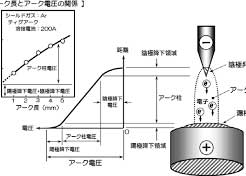
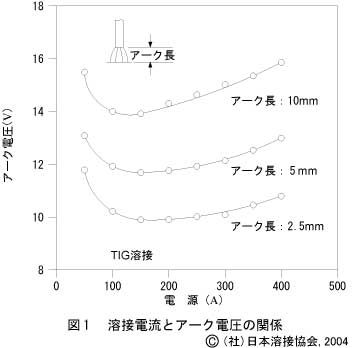
この図は、アーク電圧とアーク電流の特性を示しています。
3. アーク溶接の現象
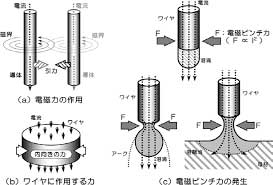
平行電流の間に、電界によって引き起こされる引っ張り力があります。アークはガスの平行な経路の集まりであるため、平行な経路間に発生する抗力は、アークの断面を狭くする効果があります。このような効果をピンチ効果と呼び、この力を電磁ピンチ力と呼びます。
ピンチ電界効果は、はんだワイヤにも当てはまります。図に示すように、固体部分は電磁力の作用下でも変形しませんが、液化ヘッド部分では電磁力の影響を受けて断面積が減少し、電磁力が固体部分。ワイヤーの端から溶けます。アークはまた、チーク効果を受けたときに断面を縮小し、表面積を減らすことによって熱損失を減らす能力を持っており、この効果は熱ピンチ効果として知られています。
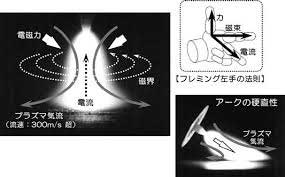
アーク溶接では、周囲の媒体が溶接電流によって磁場を形成します。右に示すように、電磁力は右手の法則に従って形成されます。さらに、電極からの電気経路が材料に向けられ、徐々に広がるため、電極の電流密度は材料の電流密度よりも大きく、アークカラム内の圧力は材料の表面よりも高くなります。このような電磁力と圧力差により、シールドガスの一部がアークカラムに引き込まれ、電極からプラズマフローと呼ばれる材料に向かって高速ガスフローが生成されます。
プラズマの流速は最大100m/sであり、流れの動きに大きく影響します。これは、上流の溶接または横方向の溶接で、重力の影響にもかかわらず流れが依然として良好である理由でもあります。
さらに、傾斜した溶接角度の場合、アークは必ずしも材料から最短距離で作成されるとは限りません。これはアーク剛性と呼ばれます。
溶接電流に応じて、材料内の残留磁場と磁場がアーク柱にかなりの非対称力を及ぼし、図のようにアーク柱を偏向させます。このような偏向アークはアークブローと呼ばれます。